Billions Lost Through Flue Gas: The Secret to Waste Heat Recovery (Economizer) for Boilers
Billions of dong in fuel costs are "going up in smoke" through your plant's boiler stack every year. The secret lies in boiler waste heat recovery using a feedwater economizer (Economizer). This solution not only reduces boiler fuel consumption by 5–15% but also delivers payback in as little as 6–18 months — turning flue gas into profit and directly addressing the pressure to cut energy operating costs (OPEX).
The owner of a wood processing plant in Binh Duong let out a sigh looking at this month's fuel bill — nearly 200 million VND higher than last month. Rice husk and firewood prices just keep climbing. An 8-ton/hour boiler running two shifts continuously, and the exhaust stack is still blazing hot. All that precious thermal energy just drifting away, taking billions of dong in company profits with it. The pressure to reduce OPEX is enormous, yet there is no budget for large capital projects. So how do you stop "burning money" through the flue gas stack and actually see the savings come back within just a few months?
Boiler Flue Gas: Is It Really "Burning Your Money"?
Absolutely. Every time you see smoke rising from your boiler stack — especially hot smoke — you are looking at energy. That energy comes from fuel you paid real money for. The flue gas temperature in older boilers in Vietnam commonly ranges from 200–300°C. Some boilers even reach 350°C. Think about it: that much thermal energy is enough to bring water to a boil, dry products, or heat an entire large greenhouse — yet it is being vented straight into the atmosphere. This is the "pain point" I encounter most often when consulting with manufacturers in Dong Nai, where industrial boilers run at full capacity.
Based on my practical experience over more than 10 years, every 20–22°C reduction in flue gas temperature improves boiler efficiency by approximately 1%. That may sound modest, but for an industrial boiler rated at 10 tons/hour running 24/7, reducing flue gas temperature by 50°C can save hundreds of millions of dong per year. This is not a theoretical figure — it is what we have demonstrated at multiple plants.
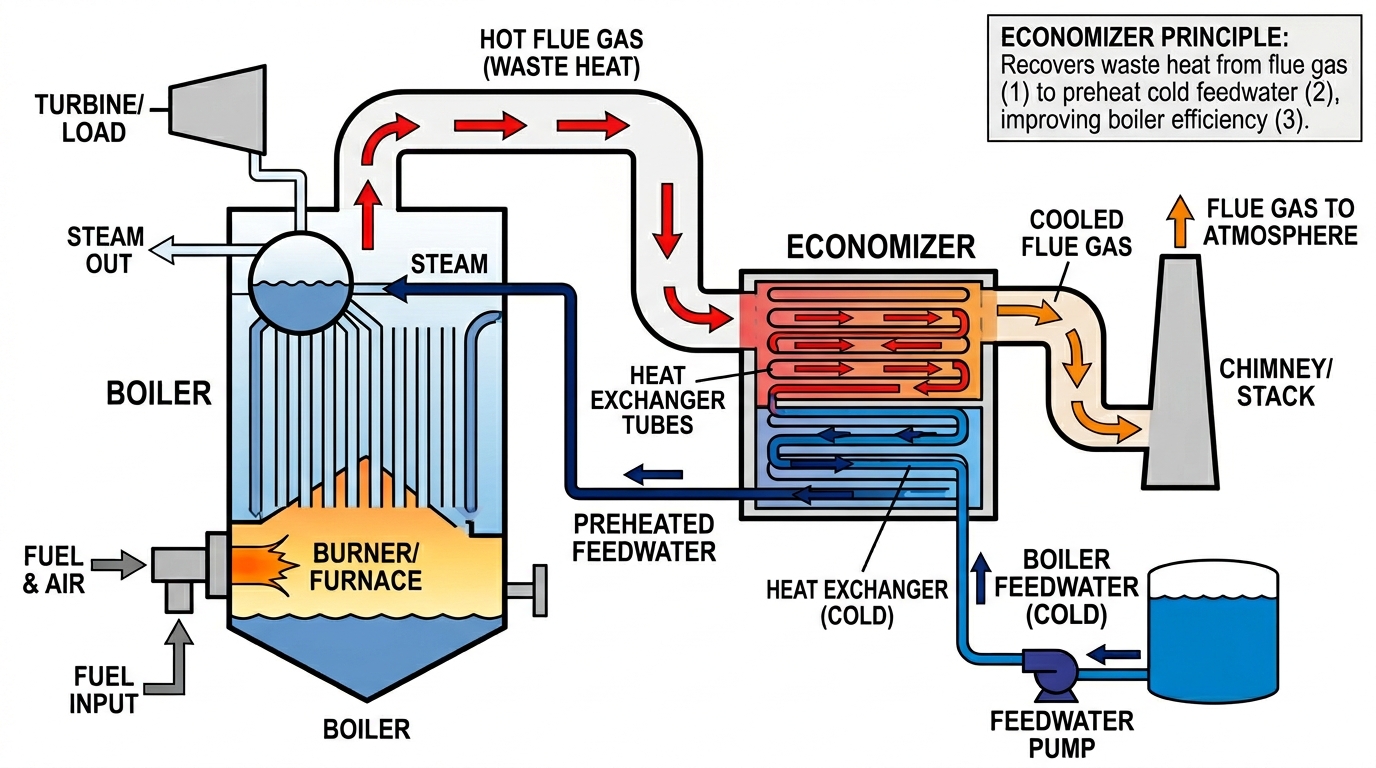
Photo: The schematic diagram of the economizer shows how it recovers waste heat from flue gas to preheat boiler feed water, thereby improving efficiency.
What Is a Boiler Feedwater Economizer and How Does It "Make Money"?
A boiler feedwater economizer (Economizer) is a heat exchanger installed directly on the boiler's flue gas duct. It acts like an intelligent "heat thief." Instead of letting high-temperature flue gas escape freely into the atmosphere, the Economizer captures this residual heat to preheat the boiler feedwater. Feedwater typically enters cold (25–30°C); after passing through the Economizer, it is heated to 90–130°C depending on the design.
Preheating feedwater before it enters the boiler has an enormous impact. The hotter the feedwater, the less fuel the boiler needs to bring it to a boil and convert it into steam. This directly reduces boiler fuel consumption by 5% to 15%, depending on the initial flue gas temperature and the economizer design. For factories in Binh Duong, where fuel costs account for a large proportion of total production costs, a 10% saving can translate to billions of dong per year. I have witnessed many businesses achieve a noticeable improvement in profitability from this simple yet highly effective solution.
Installing an Economizer: How Long Is the Payback Period and How Much Can You Actually Save?
This is the first question every factory owner or maintenance manager asks me. And the answer usually surprises them: the return on investment (ROI) for installing a boiler feedwater economizer typically ranges from just 6 to 18 months. This figure depends on multiple factors including boiler capacity, current fuel prices, initial flue gas temperature, and the specific capital cost of the equipment.
Real-world examples:
A livestock feed manufacturing plant in Long An, operating a 6-ton/hour boiler with flue gas at 250°C. After installing the Economizer, flue gas temperature dropped to 150°C, delivering 8% fuel savings. At current fuel prices, the plant saves approximately 85 million VND per month. Initial investment was approximately 800 million VND — giving a payback period of around 9–10 months.
A textile dyeing company in Ho Chi Minh City, operating a 15-ton/hour boiler. The capital cost for the boiler waste heat recovery system was higher (approximately 1.5 billion VND), but it achieved 10% fuel savings, equivalent to 200 million VND per month — with a payback period of only 7–8 months.
To accurately calculate the exact savings and payback period, we need to conduct an on-site survey of your boiler, measure flue gas parameters, and analyze fuel costs. This is the most critical step in producing a reliable ROI figure.
The economizer system is being pressure tested at the Hong Nhat workshop to optimize boiler efficiency. (Photo: Ngoc Thuan)
Comparing Waste Heat Recovery Solutions: Economizer or Air Preheater?
In addition to the feedwater economizer (Economizer), another common solution for optimizing boiler efficiency is the Air Preheater. Both share the same general purpose of utilizing heat from flue gas, but they differ in how they work and where they are applied. I always advise clients carefully to select the solution best suited to their operating conditions and budget.
Feature
Feedwater Economizer (Economizer)
Air Preheater
Recovered heat used for
Preheating boiler feedwater
Preheating combustion air supplied to the firebox
Boiler efficiency gain
Significant (5–15%)
Also significant (5–10%); improves fuel combustion efficiency
Installation position
After the superheater, before the flue stack
Can be installed before or in parallel with the Economizer
Capital cost
Generally lower
Generally higher than an Economizer of equivalent capacity
Complexity
Simpler, lower risk
More complex; potential issues with induced draft fans and air leakage
Best suited for
Almost all boiler types, especially small to medium capacity
Large-capacity boilers requiring high firebox temperatures or burning difficult fuels
In practice in Vietnam — particularly in industrial zones such as Binh Duong and Dong Nai, where many older boilers need efficiency improvements within a limited budget — the Economizer is generally the more optimal choice in terms of feedwater economizer payback period and operational simplicity. It is easier to maintain and has less impact on the boiler's induced draft fan system.
Common Problems When Installing an Economizer and How to Prevent Them
Installing an Economizer is not difficult, but making it operate durably and deliver maximum performance requires experience. I have witnessed many cases where complacency led to costly mistakes:
Low-temperature corrosion: This is the most common problem. When flue gas is cooled excessively after passing through the Economizer, water vapor condenses into sulfuric acid (particularly when burning sulfur-containing fuels such as coal or FO fuel oil). This acid corrodes the steel tubes of the Economizer very rapidly. To prevent this, we always carefully calculate feedwater temperature to ensure the exit flue gas temperature remains above the acid dew point. The solution involves advanced boiler feedwater treatment and strict control of exit flue gas temperature.
Fouling (deposit buildup): When burning dirty fuels such as rice husks or high-impurity firewood, fly ash and deposits accumulate on the Economizer tube surfaces, reducing heat transfer efficiency. Periodic cleaning is mandatory. An automatic soot blowing system is worth considering to reduce labor and maintain effectiveness.
Water hammer damage: The water hammer phenomenon can occur with improper operation, causing serious damage to the tubes. Strict adherence to boiler start-up and shut-down procedures and ensuring smooth operation of feedwater control valves are essential.
Grid voltage drops affecting feedwater pumps: A characteristic challenge in Vietnamese industrial zones is occasionally unstable grid voltage. If the feedwater pump supplying the Economizer suffers a voltage drop, insufficient water flows through the economizer, causing overheating and damage. We typically recommend installing pump monitoring and protection systems, or considering variable frequency drives (VFDs) for feedwater pumps.
Sincere Advice from a Seasoned Professional:
Don't let the upfront capital cost blind you to the long-term benefits. The ROI on an Economizer is typically excellent — it is a smart investment.
Always choose a design and fabrication firm with real-world experience in Vietnam that thoroughly understands local fuel characteristics and operating environments.
Maintain a regular maintenance and cleaning schedule. An Economizer also needs to be "looked after" to perform durably and efficiently.
Thermal energy waste through flue gas is no longer an inevitable "fate" — it is a problem that can be solved. With a boiler feedwater economizer (Economizer), you not only optimize boiler efficiency and save billions of dong in fuel, but also contribute to environmental protection. Don't let your money keep "going up in smoke."
Let us help you turn flue gas into profit. Contact us now for a professional on-site survey and consultation on boiler waste heat recovery solutions tailored to your boiler and budget.
CONTACT INFORMATION:
Company: HONG NHUT THERMAL & REFRIGERATION ENGINEERING CO., LTD Hotline/Zalo: 0961546854 Email:[email protected] Website:https://hongnhut.com/ Address: 117A Binh Thoi Street, Phu Tho Ward, Ho Chi Minh City Factory Address: 150C Ho Hoc Lam Street, An Lac Ward, Ho Chi Minh City